公司新闻
用盘形铣刀粗铣蜗轮蜗杆的计算
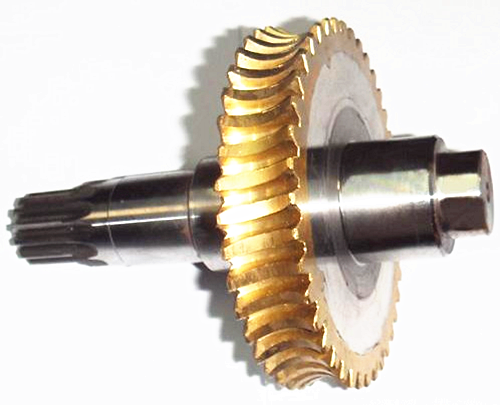
蜗轮蜗杆传动具有速比大、自锁性强和传动平稳等特点。蜗轮的齿廓曲线由蜗杆来决定,蜗杆端面上的齿廓有阿基米德螺旋线和渐开线等形式。由于阿基米德螺旋线成形的蜗杆便于在车床f二加工,所以应用最广泛。1.用盘形铣刀粗铣蜗轮的计算精密的蜗轮一般在滚齿机上加工,生产精度要求不高、螺旋角较小的小模数蜗轮可以在万能铣床上用盘形铣刀或飞刀法铣削,常用于小批量蜗轮的加工或单件蜗轮的修配等。(1)选择铣刀的要求在万能铣床上铣蜗轮时,一般是先用盘形齿轮铣刀粗铣,再用蜗轮滚刀精铣来完成。选择铣刀应符合以F三个要求:1)铣刀的模数应与蜗轮的法向模数相同,蜗轮法模数的算法与斜齿轮法向模数的算法相同。2)铣刀号数应根据蜗轮的当量齿数来选择,其计算当量齿数的公式与铣斜齿圆柱齿轮时相同。3)铣刀直径D川最好选取等于或大于蜗杆齿顶圆直径加上0.4m(即D。≥以l+0.4m),千万不能采用比蜗杆齿顶圆直径么1小的铣刀。(2)齿坯的装夹与校正齿坯的装夹方法、校正内容和铣削标准直齿圆柱齿轮时相同,当齿坯的最大半径超过分度头中心高时,除了采用将分度头和尾座同时垫高的办法外,也可以在分度头下面加一块底座,并使分度头在水平面内转90。,再把分度头主轴向上扳起所需要的角度即可,如图4一18所示。这种方法适用于在普通卧式铣一。床上加工蜗轮。(3)工作台转角的计算因为蜗轮的齿与轴线倾斜一个螺旋角口,所以铣蜗轮时为使铣刀的旋转平面和齿槽方向一致,必须将工作台转动一个角度口。工作台转角大小及旋转方向
与加工圆柱斜齿轮时相同。此外,在粗铣蜗轮时,也可根据蜗杆的导程只(或头数Z。、齿距P、)与分度圆直径dl,计算出工作台转动角度口,如图4-19所示,计算公式为tan∥2去2笨2百mtzl式中 Ⅲ厂蜗轮的端面模数(mm)。(4)操作方法蜗轮铣削是以径向进给的方式进行的。铣削第一齿时,铣刀先由两尖角处开始切削,到铣刀刚切着凹圆弧的中点(即圆弧最低点)时作为起点,并用粉笔在进给工作台刻度盘上做一‘标记,作为以后工作台每次升高时的终点,然后以手动进给逐渐切深到小于2.25m,留出精铣余量。铣出一个齿槽后,降下工作台(退刀)分度,再用同样方法依次粗铣完整个T件上的齿槽。删作台转动角度采用盘形铣刀以径向进给的方式加工蜗轮,其齿槽是一条斜槽,而不是螺旋槽。此外,铣刀的直径也不一定能满足要求,因此加工后的蜗轮,在啮合时齿面接触情况很差。
蜗轮蜗杆传动具有速比大、自锁性强和传动平稳等特点。蜗轮的齿廓曲线由蜗杆来决定,蜗杆端面上的齿廓有阿基米德螺旋线和渐开线等形式。由于阿基米德螺旋线成形的蜗杆便于在车床f二加工,所以应用最广泛。1.用盘形铣刀粗铣蜗轮的计算精密的蜗轮一般在滚齿机上加工,生产精度要求不高、螺旋角较小的小模数蜗轮可以在万能铣床上用盘形铣刀或飞刀法铣削,常用于小批量蜗轮的加工或单件蜗轮的修配等。(1)选择铣刀的要求在万能铣床上铣蜗轮时,一般是先用盘形齿轮铣刀粗铣,再用蜗轮滚刀精铣来完成。选择铣刀应符合以F三个要求:1)铣刀的模数应与蜗轮的法向模数相同,蜗轮法模数的算法与斜齿轮法向模数的算法相同。2)铣刀号数应根据蜗轮的当量齿数来选择,其计算当量齿数的公式与铣斜齿圆柱齿轮时相同。3)铣刀直径D川最好选取等于或大于蜗杆齿顶圆直径加上0.4m(即D。≥以l+0.4m),千万不能采用比蜗杆齿顶圆直径么1小的铣刀。(2)齿坯的装夹与校正齿坯的装夹方法、校正内容和铣削标准直齿圆柱齿轮时相同,当齿坯的最大半径超过分度头中心高时,除了采用将分度头和尾座同时垫高的办法外,也可以在分度头下面加一块底座,并使分度头在水平面内转90。,再把分度头主轴向上扳起所需要的角度即可,如图4一18所示。这种方法适用于在普通卧式铣一。床上加工蜗轮。(3)工作台转角的计算因为蜗轮的齿与轴线倾斜一个螺旋角口,所以铣蜗轮时为使铣刀的旋转平面和齿槽方向一致,必须将工作台转动一个角度口。工作台转角大小及旋转方向
与加工圆柱斜齿轮时相同。此外,在粗铣蜗轮时,也可根据蜗杆的导程只(或头数Z。、齿距P、)与分度圆直径dl,计算出工作台转动角度口,如图4-19所示,计算公式为tan∥2去2笨2百mtzl式中 Ⅲ厂蜗轮的端面模数(mm)。(4)操作方法蜗轮铣削是以径向进给的方式进行的。铣削第一齿时,铣刀先由两尖角处开始切削,到铣刀刚切着凹圆弧的中点(即圆弧最低点)时作为起点,并用粉笔在进给工作台刻度盘上做一‘标记,作为以后工作台每次升高时的终点,然后以手动进给逐渐切深到小于2.25m,留出精铣余量。铣出一个齿槽后,降下工作台(退刀)分度,再用同样方法依次粗铣完整个T件上的齿槽。删作台转动角度采用盘形铣刀以径向进给的方式加工蜗轮,其齿槽是一条斜槽,而不是螺旋槽。此外,铣刀的直径也不一定能满足要求,因此加工后的蜗轮,在啮合时齿面接触情况很差。
下一篇:
汽车蜗轮蜗杆专业生产加工厂家 上一篇:
蜗轮蜗杆减速机作用