公司新闻
加工精密蜗杆、蜗轮注塑模具型腔的常规工艺介绍
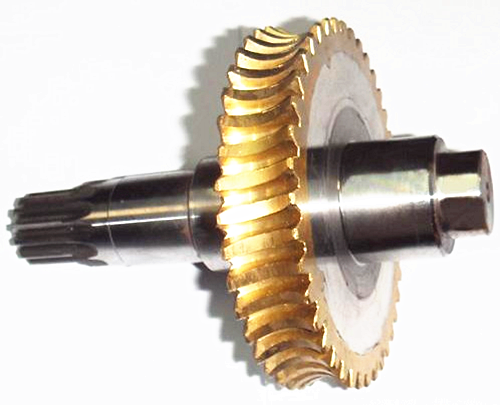
用工程塑料注塑成型的齿轮、蜗轮,目前已经有了相当广泛的使用,相应的模具也有很大的需求。由于工程塑料在注塑成型过程中,会发生缩短,因而,用规范的模数刀具来加工齿轮和蜗轮的注塑模具的型腔是难以实现的,尤其是当模具的型腔要求有较高的硬度时。
假设是直齿轮,就比较简单处理,现在有许多精度很高的线切割机,还有能够准确画出齿形的各种软件。能够垂手可得地处理直齿轮的造型。
关于精度不高的斜齿轮,以往有电铸工艺和铍铜铸造工艺,这样得到的造型零件的硬度是不太抱负的,并且齿形的精准度也是不抱负的。由于无论是“电铸”仍是“铍铜铸”,都需要先做一个“公”,也就是和终究要取得的斜齿轮类似的零件,由于工程塑料缩短的联系,它与终究所要求的产品在几许尺度上有不同,这个不同的大小与所用的塑料有关,假设所用的塑料是POM,一个直径50mm的齿轮的直径方向的不同就在1mm以上。关于精度不高的齿轮,这个差错是用“变位系数”来调整补偿的。可是在齿形方面的差错就很难补偿,齿形的许多参数都是与模数有关的。譬如是1模数的齿轮,规范的齿高是2.25m。放了缩短率后的模数就是1.025模数,齿高的差错为0.056mm。为了撤销这个差错,咱们不可能化很大的价值定做模数是1.025的“滚齿刀”来加工这个“公”。单件加工“滚齿刀”的本钱肯定是很高的。这样,就发生了一个加工凹的斜齿轮或者蜗轮的模腔的“盲区”。
现在已经有能够螺旋进给的高精度电火花齿轮加工机床,可是,这个“公”(电极)怎么做?除非是做m1.025的滚齿刀,在滚齿机上“滚”出来。可是这种可能性比较小,由于磨削这个滚齿刀的“渐开线”有较大的难度,并且它的模数不是整数。
用工程塑料注塑成型的齿轮、蜗轮,目前已经有了相当广泛的使用,相应的模具也有很大的需求。由于工程塑料在注塑成型过程中,会发生缩短,因而,用规范的模数刀具来加工齿轮和蜗轮的注塑模具的型腔是难以实现的,尤其是当模具的型腔要求有较高的硬度时。
假设是直齿轮,就比较简单处理,现在有许多精度很高的线切割机,还有能够准确画出齿形的各种软件。能够垂手可得地处理直齿轮的造型。
关于精度不高的斜齿轮,以往有电铸工艺和铍铜铸造工艺,这样得到的造型零件的硬度是不太抱负的,并且齿形的精准度也是不抱负的。由于无论是“电铸”仍是“铍铜铸”,都需要先做一个“公”,也就是和终究要取得的斜齿轮类似的零件,由于工程塑料缩短的联系,它与终究所要求的产品在几许尺度上有不同,这个不同的大小与所用的塑料有关,假设所用的塑料是POM,一个直径50mm的齿轮的直径方向的不同就在1mm以上。关于精度不高的齿轮,这个差错是用“变位系数”来调整补偿的。可是在齿形方面的差错就很难补偿,齿形的许多参数都是与模数有关的。譬如是1模数的齿轮,规范的齿高是2.25m。放了缩短率后的模数就是1.025模数,齿高的差错为0.056mm。为了撤销这个差错,咱们不可能化很大的价值定做模数是1.025的“滚齿刀”来加工这个“公”。单件加工“滚齿刀”的本钱肯定是很高的。这样,就发生了一个加工凹的斜齿轮或者蜗轮的模腔的“盲区”。
现在已经有能够螺旋进给的高精度电火花齿轮加工机床,可是,这个“公”(电极)怎么做?除非是做m1.025的滚齿刀,在滚齿机上“滚”出来。可是这种可能性比较小,由于磨削这个滚齿刀的“渐开线”有较大的难度,并且它的模数不是整数。
下一篇:
蜗轮与蜗杆传动组合的效应 上一篇:
汽车蜗轮蜗杆专业生产加工厂家