Introduction of conventional technology for machining precision worm and worm gear injection mold cavity
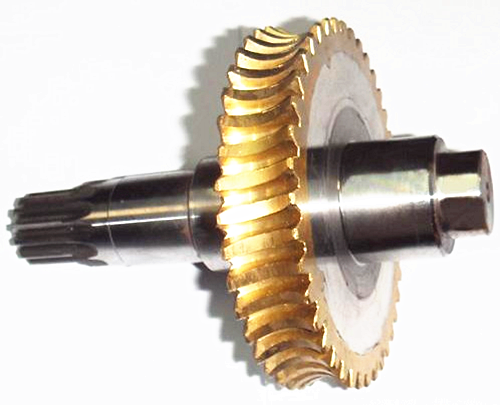
Gears and worm gears molded with engineering plastics have been widely used, and the corresponding molds are also in great demand. Because engineering plastics will be shortened in the process of injection molding, it is difficult to process the cavity of injection mold of gear and worm wheel with standard modulus cutter, especially when the cavity of mold requires higher hardness.
Suppose it is a spur gear, it is relatively simple to deal with, there are many high precision wire cutting machine, there are also a variety of software can accurately draw the tooth profile. It can handle the modeling of the spur gear easily.
For helical gears with low precision, there were electroforming and beryllium copper casting processes in the past, so the hardness of the molding parts is not very ambitious, and the accuracy of tooth profile is not ambitious. Since both electroforming and beryllium copper casting require a "common" part, that is, a part similar to the helical gear ultimately to be obtained, because of the shortened connection of Engineering plastics, it differs in a number of dimensions from the product ultimately required, and this difference in size is related to the plastic used, assuming that it is used The plastic is POM, and the diameter direction of a diameter 50mm gear is more than 1mm. For the gear with low accuracy, the error is adjusted by the "modification coefficient". However, it is difficult to compensate for errors in tooth profile, and many parameters of tooth profile are related to modulus. For example, gear with 1 modulus, the standard tooth height is 2.25m. The modulus after the reduction rate is 1.025 modulus, and the error of tooth height is 0.056mm. To undo this error, it is impossible to customize the "hobbing cutter" of 1.025 to produce this "common" value. The cost of machining hobbing knives is definitely high. In this way, there is a "blind area" of the concave cavity or the cavity of the worm wheel.
There are now high-precision EDM machine tools that can screw in, but what does this "common" (electrode) do unless it is a hobbing cutter of m1.025 that "hobs" out on the hobbing machine. But this possibility is relatively small, because grinding the "involute" of this hobbing cutter is more difficult, and its modulus is not an integer.
Gears and worm gears molded with engineering plastics have been widely used, and the corresponding molds are also in great demand. Because engineering plastics will be shortened in the process of injection molding, it is difficult to process the cavity of injection mold of gear and worm wheel with standard modulus cutter, especially when the cavity of mold requires higher hardness.
Suppose it is a spur gear, it is relatively simple to deal with, there are many high precision wire cutting machine, there are also a variety of software can accurately draw the tooth profile. It can handle the modeling of the spur gear easily.
For helical gears with low precision, there were electroforming and beryllium copper casting processes in the past, so the hardness of the molding parts is not very ambitious, and the accuracy of tooth profile is not ambitious. Since both electroforming and beryllium copper casting require a "common" part, that is, a part similar to the helical gear ultimately to be obtained, because of the shortened connection of Engineering plastics, it differs in a number of dimensions from the product ultimately required, and this difference in size is related to the plastic used, assuming that it is used The plastic is POM, and the diameter direction of a diameter 50mm gear is more than 1mm. For the gear with low accuracy, the error is adjusted by the "modification coefficient". However, it is difficult to compensate for errors in tooth profile, and many parameters of tooth profile are related to modulus. For example, gear with 1 modulus, the standard tooth height is 2.25m. The modulus after the reduction rate is 1.025 modulus, and the error of tooth height is 0.056mm. To undo this error, it is impossible to customize the "hobbing cutter" of 1.025 to produce this "common" value. The cost of machining hobbing knives is definitely high. In this way, there is a "blind area" of the concave cavity or the cavity of the worm wheel.
There are now high-precision EDM machine tools that can screw in, but what does this "common" (electrode) do unless it is a hobbing cutter of m1.025 that "hobs" out on the hobbing machine. But this possibility is relatively small, because grinding the "involute" of this hobbing cutter is more difficult, and its modulus is not an integer.
Next:
The combination effect of worm wheel and worm gear Previous:
Professional manufacturer of worm gear and worm











News Center
Commend Products
Contact
 Hotline
Hotline
400-026-9834